





ヤマネ鉄工建設は常に新たな可能性に挑戦し、多様化、高度化するニーズに先駆け1991年に日置工場(第1工場→1次加工、2次加工ライン混在)を建設。2000年に建築鉄骨"梁"の専門加工ライン(2次加工ライン)のみに特化した第2工場を建設し、第1工場を2倍の平面規模に増築して建築鉄骨"柱"の製造を主とした工場としました。さらに、2002年には第1工場より鋼板切断・孔明け等の専門加工ライン(1次加工)を切り離し、これに特化した第3工場を建設。また、平行して、加工ラインの自動化(NC加工→数値制御)、ロボット溶接化を実現。2004年には国土交通大臣より鉄骨製作工場Sグレード認定を受けました。2007年には、第1工場内に世界初の仕様を持つ梁溶接ロボットを導入し、一部梁の自動溶接化も実現しております。
血液が、外観からは見えないのと同じく、ヤマネ鉄工建設の提供する建築鉄骨も完成した建物からは見えません。しかし血液が人の命をつかさどるのと同じように、ヤマネ鉄工建設の建築鉄骨は街造りをつかさどり、日本の次の日の出を支えています。
通常の建築鉄骨製造会社(鉄骨ファブリケーター)は、組立て専用(2次加工)を自前主義とし、一次加工は専門業者に依頼(外注)する体制としているのに対し、ヤマネ鉄工建設はグループ企業であるシャーリング会社を自社内に置き、これを主軸として、鋼板原板、市販H鋼、角形鋼管、円形鋼管等の切断加工・孔明け加工を行い、溶接組立てH形鋼(通称BH)、溶接組立て箱形鋼(通称BOX)の製品素材製作といった、いわゆる一次加工も自社対応としております。
つまり、ヤマネ鉄工建設はモノ造りを中心にすえた国内屈指の垂直統合型企業です。また、工場敷地内には広大なストックヤードを保有しておりますので、都心の工場では難しい大量の鋼材、製品の1次ストックを可能とし、先造りによる膨大な製品の納期遵守の一役を担っております。


▲クリックで拡大します
▲タップで拡大します
当社は、先にご紹介しましたように、製造全て(1次加工から2次加工)を自社において行っておりますが、さらに、製品を建設現場へ納めるための輸送会社もグループ企業として当社敷地内に保有し、主軸のトレーラーを使用し、関東、関西方面へ、陸上輸送、海上輸送を駆使してタイムリーな製品納品を可能としています。この様な生産の一貫性によりコスト要求に対応できる体質となっています。
建築鉄骨製造は従来、溶接技能者 (以下、溶接工)という専門職を要する業種です。ところが、近年日本での溶接工人口の減少と高年齢化が進み人材の確保が難しくなっています。
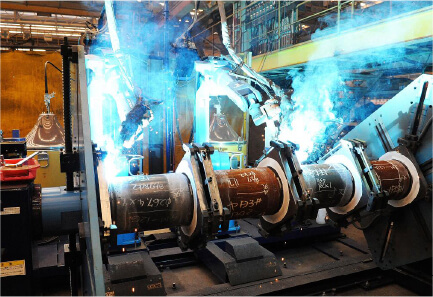
当社は、若手の育成や機械化促進によるコストパフォーマンスも図っております。機械化においては、立柱式溶接ロボットと梁溶接ロボット等の導入は当社独自とも言うべきものでその象徴でもあります。機械でできることは機械でやらせる。この発想により、本来、人の特殊技能職である溶接作業を誰でも比較的簡単に扱えるようにしました。
鉄骨ファブリケーターは、今まで需要の多い都市部に位置する方がメリットがありました。しかし近年の土地高騰で、いわゆる都市ファブの工場拡大は難しい状況にあります。
当社は、都市部からは離れているがゆえに、十分に広い敷地と工場を事前に確保することができました。当社工場では、幾多の物件の製品を同時進行で製造ラインに流すことが可能であり、それら製品を1次的に整理保管しておけるストックヤードも十分に確保しております。
このことは、数件の建設現場において、鉄骨の組立て(建方(たてかた))が同時に始まれば、それら製品を一挙に搬入納品する必要が生じますが、その対応に優位性をもたらしております。さらに、製品納品が遠距離輸送を強いられるというデメリットも、現在では当社独自の工夫により確実に克服しつつあります。


NC(数値制御)による自動化、溶接施工におけるロボット化を進めた生産ラインは、さらなる生産性と品質の向上に貢献しています。そのラインの概要をご紹介いたします。
前工程で、切断・開先(※)加工された部品(フランジ及びウェブ)となる鋼板(プレート)が仮組立てされ、続けて本溶接を行い良品質の溶接組立H形鋼(BH)を製造いたします。
※:相手方部品と一体化するために行う本溶接においては、構造上適切な溶接金属を介して両者が一体化される必要があります。適用する溶接方法によっては、その工法上、前もって溶接部分の鋼材(金属)を線状に除去いたします。この除去加工を開先加工と呼んでおります。

▲クリックで拡大します
▲タップで拡大します



前工程で、切断加工されたBOX化するための4辺の鋼板部品(下図A、E、F、G→スキンプレートと呼んでいます)がこのラインで組立て、本溶接され良品質の溶接組立箱形鋼(BOX)を製造いたします。

組立て
▲クリックで拡大します
▲タップで拡大します
BOXは主として超高層ビルの柱に使用されます。このラインで完成したBOX(素管と呼びます)を経て、最終的に製品となった柱は建設現場では鉛直に建てられます。そして、この柱に、床加重等を受ける梁(前出のBHが主として用いられます)が水平部材として取り付くことになり、構造上、この梁から柱に応力を伝えます。その際、柱側でこの応力伝達の仲立ちをするのが「ダイアフラム」です。BOX柱では、スキンプレートを優先させた構造とするのが通例ですので、ダイアフラムは上図のように柱内にセットされるため「内ダイアフラム」と呼ばれます。



ストックヤードから取り込まれたRH形鋼等をこのラインで、まずショットブラストマシン(※1)によって、生材のちり、ほこり、浮きさび等を除去します。
続いて、建設現場において柱、梁等を建て込む際のボルト接合用の孔明け、工場において各部品を溶接接合するための開先、スカラップ(※2)の切削加工、これらを最先端のNCマシンにより一度に行います。
さらに、このラインの最終で、各製品長(設計寸法)に切断いたします。
※1:当社のマシンは、鋼製の小球(ショット)を部品表面に打ち当て表面を仕上げます。
※2:鋼板と鋼板を溶接接合する場合、形状によっては溶接線(ビード)が交差することがありますが、これは、溶接入熱が2度投入(2度焼き)されることになり、構造的には好ましくないため、前もって鋼板の該当部を除去いたします。基本形状は35㎜の半円での切り欠きとし、直線カットによる角部(入隅)からの亀裂を防止できる形状とします。



1次加工が終わったものは、部材別に2次加エラインヘ運ばれていきます。この2次加工ラインでは、最先端の溶接ロボットを駆使して、柱、梁製品が溶接され、これに熟練溶接工の技術を絡ませて信頼の品質を生み出しております。
ハイテク技術を駆使した厚板(最大100㎜)に対する溶接技術はマンパワーでは及ばない品質の確保と納期の遵守に貢献しております。当社のロボット溶接につきましては、本頁「ライン紹介」の前節に設定しております「2.機械化の推進」の中でその概要をご確認ください。
このラインでは、1次加工、及び2次加工(大組前の先行製作ライン)において製造された、柱体(※1)、梁ブラケット(※2)、柱と梁の集合部(仕口コア)、ブレース仕口(※3)、等の主要部品を、専用の組立て架台(※4)を用いて、本溶接手前の柱製品として組立て(大組立て(おおくみたて))を行います。
当社では常に、1次加工及び2次加工(先行部隊)の能力で可能な限り事前に製作(部品化)させる工夫を行います。これを通じて、大組立てでは1件の工事で何十台、時には何百台の製作をスピーディーにこなします。製造の要である、次工程の本溶接に大組完成品を遅滞なく送り込むことは工程計画上、大組立てラインもひとつの生命線と言えます。
※1:いわゆる柱幹部のみの製造を終えたもので、まだ柱完成体としての外付属部品がついていません。
※2:柱は建設現場で鉛直に建て込まれ、梁はこれに直行(水平架構)されるものですので、工場内で梁をそのままの長さで柱と一体化しては、製造ライン上での持ちまわしも、出荷(輸送)も、建設現場での建て込み(建方)も不可能となります。そこで、柱と梁は基本的に建設現場で建方時に繋ぐ設計がなされます。しかし、剛性上、梁を端部部分と中央部分に分割し、端部部分は工場において柱に溶接して納品し、中央部分の梁を建設現場で繋ぐ工法とする製品も混在します。この場合の梁端部材は、柱に取り付く梁の枝部材ということで“梁ブラケット”と呼びます。このブラケットは、長さが構造上安全な範囲にあること、一体化した柱製品においてその重量が工場、現場のクレーンの揚重能力以内で納まるものであること、輸送において、道交法違反とならない重量、製品寸法であること等が求められます。
※3:耐震構造を持った超高層鉄骨構造体は現在主流ですが、そのための制振部材としてのブレース部材において、当社がよく製作担当する柱との取合い部(仕口)部分は、形状が少量多品種のものが多く、製作工程に大きく影響します。
※4:当社は、このライン上の所定の場所に下図のような大組架台を必要数設置しております。

大組立て
▲クリックで拡大します
▲タップで拡大します
当社は、溶接技能者(溶接工)による、いわゆる手溶接(※1)、オペレーターを介在させた自動溶接
(※2)、その派生として溶接ロボットを用いたロボット溶接(※3)を主体に溶接ラインを構築しております。
※1:JIS溶接資格、AW検定(建築鉄骨溶接技量検定)工場溶接の資格等を保有することにより、受注工事毎に設計サイドから要求される、溶接性能、溶接技量等の事前確認試験を免除いただくよう努めており、これにより、製品の低コスト、短納期の実現にも寄与しております。
※2:JIS溶接資格を用いて上記※1の対応をしております。
※3:JIS溶接資格、AW検定(建築鉄骨溶接技量検定)ロボット溶接オペレーター資格等を保有することにより上記※1の対応をしております。



梁溶接ロボット
連結コラム溶接ロボット

柱大組溶接ロボット

仕口溶接ロボット

梁マーキング装置